

เนื้อหายาวไป เลือกอ่านทีละห้วข้อ
1. การเชื่อมโลหะด้วยวิธีTIG
คำว่า TIG เป็นคำย่อมาจาก Tungsten Inert Gas หรือในบาง มาตรฐาน/ประเทศ ใช้คำว่า Gas Tungsten Arc welding (GTAW) การเชื่อมโลหะที่เกิดขึ้นตั้งแต่ปี ค.ศ. 1935 และนำมาใช้ครั้งแรกในอุตสาหกรรมการบิน ในราว ค.ศ. 1940 รวมไปถึงสมัย สงครามโลกครั้งที่ 2 (ค.ศ.1945) โดยใช้เชื่อมพวก แมกนีเซียม อลูมิเนียม และ สเตนเลส ปัจจุบันการเชื่อมแบบนี้ใช้กันอย่างกว้างขวางในงานอุตสาหกรรมทั่วๆไป เช่น ใช้เชื่อมแม่พิมพ์ ภาชนะบรรจุของเหลวและก๊าซ งานประกอบโครงสร้างที่ต้องการความเที่ยงตรง และความแข็งแรงของรอยเชื่อม นอกจากนี้กรรมวิธีการเชื่อมทิก ยังเชื่อมได้ทั้งโลหะประเภทเหล็ก (Ferrous metals) และโลหะที่ไม่ใช่เหล็ก(Non Ferrous metals) ซึ่งถือว่าเป็นโลหะพิเศษที่ใช้กระบวนการเชื่อมอื่นๆได้ยาก)
2. กรรมวิธีการเชื่อมโลหะแบบทิก
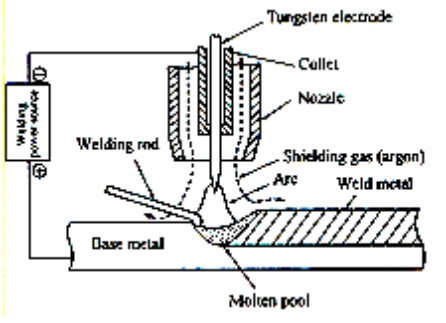
คือ ความร้อนที่ทำให้โลหะหลอมละลายนั้นเกิดจากการอาร์ค ระหว่างแท่งทังสเตนอีเลคโทรด (Tungsten electrode) กับชิ้นงาน ขณะเดียวกันบริเวณที่เกิดการอาร์คจะมีแก๊สเฉื่อย (Inert gas) ปกคลุมบริเวณนั้น เพื่อป้องกันออกซิเจน ไนโตรเจน และความชื้นในอากาศเข้ามารวมกับโลหะที่กำลังหลอมละลาย ซึ่งเรียกว่า เกิดปฏิกิริยาอ๊อกซิเดชั่น จนกระทั่งความร้อนจากการอาร์คหลอมละลายโลหะชิ้นงานในบริเวณดังกล่าว จนเกิดเป็นบ่อหลอมละลาย ดังนั้นเมื่อบ่อหลอมละลายเกิดขึ้นในบริเวณรอยต่อใด ๆ ก็จะทำให้ชิ้นงานนั้นหลอมติดกัน แต่เนื่องจากแท่งทังสเตนอีเลคโทรดเป็นวัสดุที่ไม่ละลายหรือไม่สิ้นเปลือง (Non Consumable Electrode) จึงจำเป็นต้องเติมโลหะลวดเชื่อม (Filer metal) ลงไปในบ่อหลอมละลายนั้นด้วย กรณีที่ทำการเชื่อมโลหะบาง ๆ อาจไม่จำเป็นต้องเติมโลหะลวดเชื่อม(Filer metal) ก็ได้ การเชื่อมทิก สามารถเชื่อมเหล็กที่มีความหนาตั้งแต่ 0.79 mm ถึง 4 mm ได้
3. ข้อดีของการเชื่อมแบบทิก
1. ในการเชื่อมไม่มีฟลักซ์ที่ใช้ปกคลุมแนวเชื่อม จึงหมดปัญหาเกี่ยวกับสแลคฝังในแนวเชื่อม
2. รอยเชื่อมและแนวเชื่อมมีคุณภาพสูง ทนต่อการสึกกร่อนได้ดีกว่าการเชื่อมด้วยวิธีอื่น
3. สามารถเชื่อมได้ทุกตำแหน่งในการเชื่อม
4. ขณะทำงานเชื่อมสามารถมองเห็นระยะอาร์คและบ่อหลอมได้ชัดเจน ทำให้ควบคุมการเชื่อมได้ตามต้องการ
5. การบิดงอของชิ้นงานมีน้อย
6. ขณะทำการเชื่อมจะปราศจากสะเก็ดประกายไฟและควันแนวเชื่อมทำให้รอยเชื่อมสะอาด เพราะไม่มี Slag และ Spatter 7. เกิดควันพิษน้อยกว่ากระบวนการเชื่อมแบบอื่น ๆ
8. แนวเชื่อมมีคุณภาพสูง
4. ข้อเสียของการเชื่อมแบบทิก
1. อุปกรณ์มีราคาแพง (ปัจจุบันอุปกรณ์ถูกลงมากแล้ว)
2. อุปกรณ์ที่ใช้ประกอบในการเชื่อมมาก
3. ต้องใช้เวลาในการเตรียมก่อนที่จะเชื่อมนานกว่าเมื่อเทียบกับการเชื่อมไฟฟ้า
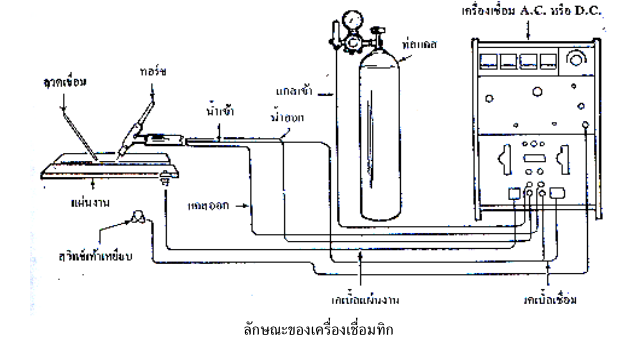
5. อุปกรณ์ที่สำคัญสำหรับการเชื่อมด้วยวิธีทิก (TIG-GTAW)
– เครื่องเชื่อม (Power Source )
– ระบบระบายความร้อน (Cooling System)
– แก๊สปกคลุม (Shielding gas )
– หัวเชื่อมและอุปกรณ์ประกอบ ( Welding Torch & Equipment)
สนใจติดต่อสอบถามตู้เชื่อม เครื่องเชื่อมCo2 เครื่องเชื่อมอาร์กอน และเครื่องตัดพลาสม่า อย่าลังเลที่จะโทรหาเรา 083-0234002 ไลน์ไอดี:AB20
-
Product on sale
 ตู้เชื่อมอาร์กอน RILON TIG 200POriginal price was: 12,500.00 ฿.11,000.00 ฿Current price is: 11,000.00 ฿.
ตู้เชื่อมอาร์กอน RILON TIG 200POriginal price was: 12,500.00 ฿.11,000.00 ฿Current price is: 11,000.00 ฿. -
Product on saleตู้เชื่อมอาร์กอน RILON TIG 300A 220V.Original price was: 19,000.00 ฿.17,000.00 ฿Current price is: 17,000.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 400GT 380V.Original price was: 26,000.00 ฿.22,000.00 ฿Current price is: 22,000.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 315PAC/DC 380V. *เชื่อมอะลูมิเนียมได้Original price was: 35,000.00 ฿.31,000.00 ฿Current price is: 31,000.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 300DOWNSLOPE 220V.Original price was: 20,000.00 ฿.18,000.00 ฿Current price is: 18,000.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 300 380V.Original price was: 19,000.00 ฿.17,000.00 ฿Current price is: 17,000.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 250PAC/DC *เชื่อมอะลูมิเนียมได้Original price was: 29,500.00 ฿.24,000.00 ฿Current price is: 24,000.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 200MOriginal price was: 17,000.00 ฿.14,500.00 ฿Current price is: 14,500.00 ฿.
-
Product on saleตู้เชื่อมอาร์กอน RILON TIG 200S 220V.Original price was: 11,000.00 ฿.10,000.00 ฿Current price is: 10,000.00 ฿.








