
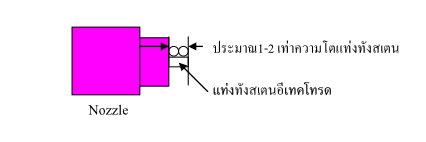
18. ระยะยื่นของปลายลวดทังสเตน (Electrode Extension)
เป็นระยะที่ลวดทังสเตนยื่นออกจาก Nozzle โดยทั่วไปเท่ากับ 1-2 เท่าของเส้นผ่าศูนย์กลางลวดทังสเตน ถ้ายื่นออกมามากก็จะทำให้ปลายของลวดสัมผัสกับบ่อหลอมละลายหรือลวดเชื่อมเติมได้ง่ายและต้องใช้แก๊สปกคลุมมากกว่าปกติ ถ้าระยะยื่นออกมาสั้นจะไม่ทำให้ปลายลวดทังสเตนสกปรกได้ง่าย เนื่องจากปลายลวดไม่จุ่มในบ่อหลอมละลายแต่จะมีผลเสียต่อ Nozzle แต่จะทำให้ช่างเชื่อมมองเห็นบ่อหลอมละลายได้ยาก แต่สำหรับการเชื่อมรอยแต่แบบตัวทีระยะที่ลวดทังสเตนยื่นออกจาก Nozzle จะยาวกว่าการเชื่อมในท่าต่อชน เพราะมุมในการมองจะถูก Nozzle บังมองไม่เห็นชัดเจน ทำให้ต้องให้ระยะที่ลวดทังสเตนยื่นออกจาก Nozzle ยาวมากกว่าปกติ จะประมาณ 3-3.5 เท่าของเส้นผ่าศูนย์กลางลวดทังสเตน

หมายเหตุ สามารถเลือกใช้กระแสไฟที่มีค่าต่ำกว่าที่ตารางกำหนดได้เช่นกัน เช่น ขนาดเส้นผ่าศูนย์กลางแท่งทังสเตนที่ 2.4 มม. ใช้กระแสไฟ DCEN จะได้ค่ากระแสไฟเชื่อมในช่วง 150-250 แอมป์แปร์ ช่างเชื่อมสามารถเลือกกระแสไฟเชื่อมที่ต่ำกว่าได้ เช่น 80 แอมป์แปร์ แต่ไม่ควรเกินค่าในตารางที่ระบุไว้
19. เทคนิคการเชื่อม TIG
ก่อนที่จะเริ่มปฏิบัติการตรวจสิ่งต่าง ๆ ที่จะเป็นต้องใช้จากตาราง หรือหนังสือคู่มือในการเชื่อมโลหะประเภทนั้น ๆ เช่น ขนาดของทังสเตนอีเลคโทรด ชนิดของกระแสไฟเชื่อม จำนวนแอมป์แปร์และปริมาณการไหลของแก๊สเฉื่อย และอื่น ๆ ที่จำเป็นให้ถูกต้อง เพื่อจะนำมาใช้การปฏิบัติตามชนิดของโลหะและความหนาของชิ้นงานตามสถานภาพให้เป็นไปอย่างถูกต้อง
ในการเตรียมงานโดยทั่วไป ๆ แยกเป็นความส าคัญได้ 3 เรื่องใหญ่คือ
- การเตรียมชิ้นงานจะเชื่อม
- การเตรียมอุปกรณ์และเครื่องเชื่อม
- การเตรียมลวดเชื่อม
1.การเตรียมชิ้นงานจะเชื่อม
1.1 การทำความสะอาดชิ้นงาน อาจจะทำได้โดยการขัดหรือเจียรนัย ได้โดยการใช้แปลงลวดกระดาษทราย หรือหินเจียรนัยโลหะ อลูมิเนียมควรหลีกเลี่ยงการใช้หินเจียรนัยและกระดาษทราย เพราะจะทำให้เศษเม็ดทรายฝังตัวในเนื้ออลูมิเนียมได้ เมื่อทำการเชื่อมแล้วจะเกิดความสกปรกหรือมลทินในรอยเชื่อมได้
1.2 การขจัดคาบไขมันต่าง ๆ น้ำมันจาระบี ความชื้น และฝุ่นละอองสามารถขจัดด้วยการล้างด้วยน้ำด่างหรือล้างด้วยไฮโดรเจนคาร์บอน เช่น อะชิโตน แอลกฮอล์ แต่ถ้าเป็นมันออกไซด์ให้ทำความสะอาดด้วยการล้างด้วยน้ำสะอาด อีกวิธีหนึ่ง
1.3 การเตรียมรอยต่อชิ้นงาน ถ้าชิ้นงานมีความหนามาก ๆ การเตรียมรอยต่อของชิ้นงานต้องบากเป็นรูปต่าง ๆ ตามความเหมาะสมหรือตามบนที่กำหนด
1.4 การอุ่นชิ้นงาน ชิ้นงานที่เป็นตัวนำความร้อนที่ดีและชิ้นงานหนามาก ๆ ต้องใช้การอุ่นชิ้นงาน ก่อนทำการเชื่อม เช่น

2. การเตรียมอุปกรณ์และ เครื่องเชื่อม
ในการเชื่อม TIG เราต้องรู้ว่าอุปกรณ์ที่ประกอบการเชื่อมให้ดีขึ้นนั้น มีอะไรบ้าง ตัวอย่างเช่นเตรียมแท่งทังสเตนให้ถูกต้อง กระแสไฟเชื่อม(DC , AC) กระแสไฟที่ใช้เชื่อมกี่แอมป์แปร์ รวมทั้งขนาด Nozzle ให้เหมาะสม และก่อนลงมือเชื่อมต้องตรวจสอบอัตราการไหลของแก๊สปกคลุมการไหลของ น้ำหล่อเย็น ตรวจสอบอุปกรณ์บนเครื่อง(Function) เช่น สวิทช์เปลี่ยนกระแส และสวิทช์สำหรับใช้ความถี่ ตลอดจนลูกบิดควบคุมหรือปรับต่าง ๆ ให้ถูกต้องตามลักษณะของงานหรือตามตารางที่กำหนด
3. การเตรียมลวดเชื่อม
ในการเชื่อมทุกครั้งเมื่อชิ้นงานสะอาดแท่งทังสเตนสะอาด รอยเชื่อมที่เกิดขึ้นก็สะอาดไปด้วย ดังนั้นลวดเชื่อมก็ควรทำความสะอาดไปด้วยกันเหมือนกับชิ้นงาน โดยใช้ฝอยเหล็กขัดถูหรือขัดด้วยกระดาษทราย ในการเชื่อมเราต้องหาลวดเชื่อมที่มีส่วนผสมของธาตุต่าง ๆ เหมือนโลหะชิ้นงานเชื่อมแต่ถ้าไม่ได้โดยสุดวิสัย ก็ให้ตัดส่วนของชิ้นงานเชื่อมมาทำเป็นลวดได้ในบางครั้ง
ต้องการตู้เชื่อม เครื่องเชื่อมCo2 เครื่องเชื่อมอาร์กอน เครื่องตัดพลาสม่า โทรหาเรา 083-0234002 ไลน์ไอดี:AB20
