
8.อุปกรณ์ควบคุมการทำงานของเครื่องเชื่อม
ในที่นี้จะกล่าวถึงอุปกรณ์ควบคุมการทำงานโดยทั่วไปที่มีอยู่ในของเครื่องเชื่อม TIG แต่ในปัจจุบันเครื่องเชื่อม TIG ได้พัฒนาให้มีอุปกรณ์เสริม (Function) เพิ่มมากขึ้นในเครื่องเชื่อม TIG เพื่อช่วยให้ช่างเชื่อมสามารถปฏิบัติงานเชื่อมได้สะดวกมากยิ่งขึ้น และ ทำให้คุณภาพของแนวเชื่อมดีขึ้น
อุปกรณ์โดยทั่วไปที่มีได้แก่
1. Remote Control เป็นอุปกรณ์ควบคุมการทำงานของเครื่องเชื่อม ที่ต่อออกมาควบคุมที่ภายนอกเครื่องเชื่อม ในระยะไกลซึ่งสามารถควบคุมได้ทั้งกระแสเชื่อม,การไหลของแก๊สปกคลุม Remote Control มีทั้งชนิดควบคุมการทำงานด้วยมือ(Hand Remote) และชนิดควบคุมการทำงานด้วยเท้า (Foot Remote)
2. High Frequency Switch เป็นสวิทช์ของความถี่สูง ส่วนมากจะมีสวิทช์ปรับขึ้นอยู่กับลักษณะของเครื่องเชื่อม ตำแหน่งที่ควบคุมบางเครื่องอาจเรียกไม่เหมือนกันหรือตำแหน่งอาจไม่เหมือนกัน โดยให้พิจารณาจากเครื่องเชื่อมที่ใช้อยู่เป็นหลัก บางเครื่องก็ไม่มีอุปกรณ์ชนิดนี้
โดยทั่วไปมี 3 ตำแหน่ง คือ
“ Start ”/ “On” จะทำให้ความถี่สูงเกิดขึ้นในขณะเริ่มต้นอาร์คในช่วงระยะเวลาหนึ่งเท่านั้น และจะถูกตัดออกโดยมีวงจรอัตโนมัติควบคุมอยู่ภายในเครื่อง ซึ่งความถี่ที่ใช้ในตอนเริ่มต้นอาร์ค จะใช้กับการเชื่อมด้วยไฟเชื่อมกระแสตรง เช่น การเชื่อมเหล็กกล้าไร้สนิม หรือ สแตนเลส ในการเชื่อมปลายแท่งทังสเตนอีเลคโทรดจะไม่สัมผัสกับชิ้นงาน ซึ่งเป็นการช่วยไม่ให้ปลายแท่งทังสเตนอีเลคโทรดสกปรก

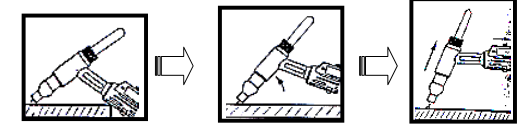
การเริ่มต้นอาร์ค โดยการใช้ High Frequency Switch ตำแหน่ง Start / On จากภาพจะเห็น จากจุดเริ่มต้นแค่เองหัวเชื่อมทำมุมประมาณ 15 องศากับชิ้นงาน เมื่อเปิดสวิทช์ทำให้เกิดความถี่สูง จะช่วยให้เกิดการจุดอาร์ค โดยที่แท่งทังสเตนอีเลคโทรดไม่ต้องสัมผัสชิ้นงาน
“ Off ” ใช้กับการเชื่อมด้วยลวดเชื่อมหุ้มฟลักซ์ โดยที่ปลายลวดเชื่อมจะสัมผัสกับชิ้นงานเมื่อเริ่มต้นอาร์ค
ลักษณะการจุดอาร์ค แบบ Lift Arc โดยแท่งทังสเตนอีเลคโทรดสัมผัสกับชิ้นงานเมื่อเริ่มอาร์ค
การเริ่มต้นอาร์ค โดยการใช้ High Frequency Switch ตำแหน่ง Off โดยส่วนใหญ่จะใช้ในกรณีที่ใช้การเชื่อมด้วยลวดเชื่อมหุ้มฟลักซ์ แต่ถ้าเป็นการเชื่อมแบบ TIG แล้วจะมีปัจจัยเกี่ยวกับสถานที่ทำงานนั้น มีอุปกรณ์ ด้านอิเลคทรอนิกส์ ด้านการสื่อสาร หรือ เป็นสถานที่ที่ใช้คลื่น ใช้ความถี่ เพื่อส่งสัญญาณ ฉะนั้นในการปฏิบัติงานเชื่อม TIG โดยใช้ระบบความถี่สูง (High Frequency) จะทำให้รบกวนอุปกรณ์อิเลคทรอนิกส์การส่งสัญญาณดังกล่าวอาจทำให้เกิดปัญหาตามมาได้ หรือแม้กระทั้งโทรศัพท์มือถือ เมื่อจำเป็นต้องเข้าใกล้เครื่องเชื่อม TIG ที่กำลังปฏิบัติงาน ก็ควรปิดโทรศัพท์มือถือเสียก่อน เพื่อมิให้คลื่นความถี่ไปรบกวนวงจรอิเลคทรอนิกส์ภายในโทรศัพท์มือถือได้ หรือจะสังเกตได้ง่ายๆ เมื่อทำการเชื่อม TIG แบบใช้คลื่นความถี่สูง ที่บริเวณทำการเชื่อม มีโทรทัศน์เปิดอยู่ จะสังเกตได้ว่าภาพที่ปรากฏจะไม่ค่อยชัดเหมือนตอนที่ยังไม่เปิดเครื่องเชื่อม TIG ทำงาน ฉะนั้นการเริ่มต้นอาร์คโดยไม่ใช้คลื่นความถี่สูงจำเป็นต้อง พิจารณาจากสถานที่ที่ปฏิบัติงาน และการเริ่มต้นอาร์คโดยไม่ใช้คลื่นความถี่สูงนั้น แท่งทังสเตนอีเลคโทรดจำเป็นต้องสัมผัสกับชิ้นงานโดยตรงเมื่อทำการเริ่มต้นอาร์ค ดังภาพ
“ Continuous ” ใช้กับการเชื่อมโลหะที่มีอ๊อกไซด์ที่ผิวสูง เช่น อลูมิเนียมและแมกนีเซียม ซึ่งในตำแหน่งนี้จะให้ความถี่สูงทำงานอย่างต่อเนื่องทั้งในขณะเชื่อมและขณะเริ่มต้นอาร์ค เพื่อช่วยขจัดอ๊อกไซด์บนผิวของชิ้นงานทำให้ประสิทธิภาพในการเชื่อมเพิ่มขึ้น
3. Power Switch เป็นสวิทช์ที่ใช้เปิด – ปิดเครื่องเชื่อม
4. Range Switch เป็นสวิทช์ที่ควบคุมกระแสไฟเชื่อม ใช้ปรับกระแสไฟเชื่อม
5. AC / DC Selector and Polarity Switch เป็นสวิทช์สำหรับเลือกใช้กระแสไฟเชื่อมซึ่งมีอยู่ 3 ตำแหน่ง คือ AC / DCEN and DCEP กรณีที่เครื่อง เชื่อมเป็นแบบ Transformer-Rectifier Type
6. Pre-Flow gas เป็นชุดปรับเวลาควบคุมแก๊สปกคลุม ให้แก๊สปกคลุมออกมาก่อนการเชื่อม เพื่อป้องกันจุดบกพร่องในแนวเชื่อม
7. Post – Flow gas เป็นชุดปรับเวลาควบคุมแก๊สปกคลุม ให้แก๊สปกคลุมไหลออกมาต่อเนื่องหลังจากการเชื่อมเสร็จ เพื่อป้องกันจุดบกพร่องในแนวเชื่อม
9. ระบบการหล่อเย็น
- ระบบการหล่อเย็นด้วยน้ า กรณีที่ทำการเชื่อมด้วยกระแสไฟที่สูงเกิน 160 แอมป์แปร์
- ระบบการหล่อเย็นด้วยอากาศ กรณีที่ทำการเชื่อมด้วยกระแสไฟที่สูงไม่เกิน 150 แอมป์แปร์
10. แก๊สปกคลุม
ทำหน้าที่ปกคลุมแนวเชื่อมและบ่อหลอมละลายเพื่อไม่ให้อากาศโดยรอบเข้าไปทำปฏิกิริยาในขณะเชื่อม – แก๊สอาร์กอน (Argon)
เป็นแก๊สเฉื่อยที่ได้จากกรรมวิธีผลิตออกซิเจน ซึ่งจะมีอยู่ในอากาศประมาณ 0.9 % แก๊สอาร์กอน จะทำให้การเริ่มต้นเชื่อมง่ายให้อาร์คที่เปลวเรียบและสม่ำเสมอ แก๊สอาร์กอนมีความหนาแน่นมากกว่าบรรยากาศ และถังสำหรับเก็บอาร์กอนเหลว จะต้องมีฉนวนที่ดีสามารถเก็บแก๊สอาร์กอนที่อุณหภูมิต่ำกว่า -184 องศาเซลเซียล การใช้งานกับโลหะทุกชนิด มีความบริสุทธิ์ 99.95 % ดีกว่า แก๊สฮีเลียม (He) คือ อาร์คเรียบและนิ่งกว่า ซึมลึกน้อยกว่า Cleaning Effect ดีกว่า อัตราการไหลน้อยกว่า และ เริ่มต้นอาร์คดีกว่า และราคาถูกกว่า
– แก๊สฮีเลียม (Helium)
เป็นแก๊สเฉื่อยที่ได้จากกรรมวิธีผลิตแก๊สธรรมชาติ Ionization Potential มีคุณสมบัติเป็น ตัวนำไฟฟ้าดีเลิศ ทำให้เปลวอาร์คแผ่ขยายกว้างความเข้มของความร้อนสูงกว่า แก๊สอาร์กอน (Ar) ทำให้แนวเชื่อมซึมลึกได้ดี การใช้แก๊สฮีเลียมเหมาะกับการเชื่อมด้วยวิธีอัตโนมัติ ที่ให้ความเร็วในการเชื่อมสูง ไม่เกิดรูพรุนและการกัดแหว่งแนวเชื่อมรวมทั้งแนวเชื่อมมีบริเวณ เขตอิทธิพลของความร้อนจาก
การเชื่อมแคบ การใช้งานกับโลหะทุกชนิด ความบริสุทธิ์ 99.99 % ราคาค่อนข้างแพง
– แก๊สอาร์กอน (Ar) ผสม 15-75 % ฮีเลียม (He)
เหมาะกับการเชื่อมทิกอัตโนมัติ ฮีเลียม (He) ช่วยลดรูพรุน และแตกร้อน เดินแนวเชื่อมเร็ว ลดการบิดงอ อาจเปลืองแก๊สมากขึ้น เพราะ ฮีเลียม (He) ลอยสู่ด้านบน ใช้โวลท์ในการจุดอาร์คสูงกว่า ใช้งานกับโลหะทุกชนิด
– แก๊สอาร์กอน (Ar) ผสม 7 % ไฮโดรเจน(H)
เพิ่มความเร็วในการเดินแนวเชื่อม และลดรูพรุน ใช้งานกับเหล็กกล้า Cr/Ni และ Ni
ติดตามตอนต่อไปนะครับ…
ต้องการตู้เชื่อม เครื่องเชื่อมCo2 เครื่องเชื่อมอาร์กอน เครื่องตัดพลาสม่า โทรหาเรา 083-0234002 ไลน์ไอดี:AB20
