
การเชื่อมแบบ TIG ( Tungsten Inert Gas ) ต่อ2
เนื้อหายาวไป เลือกอ่านทีละห้วข้อ
6. เครื่องเชื่อม (Power Source)
เครื่องเชื่อมทิก ควรเป็นเครื่องเชื่อมที่มีการออกแบบเป็นพิเศษ ซึ่งต้องมีระบบความถี่สูง (H.F) และสวิทช์อัตโนมัติ (Solinoil Valve)สำหรับการควบคุมการไหลของแก็สและน้ำเพื่อทำให้สมบูรณ์ในการหลอมละลาย
การเชื่อม และการระบายความร้อนของหัวเชื่อมรวมตัวกันอยู่ในเครื่องด้วย โดยทั่วไปเครื่องเชื่อมจะเป็นแบบทรานฟอร์เมอร์- เรคติฟายเออร์ (Transformer – Rectifier) หรือเครื่องแบบเจนเนอเรเตอร์ขับด้วยมอเตอร์หรือเครื่องยนต์ก็ได้ รวมไปถึงเครื่องเชื่อมแบบ Inverter ที่สามารถนำมาใช้งานได้สะดวก และมีฟังก์ชั่นเพื่อใช้ให้สะดวกมากยิ่งขึ้น ในแบบทรานฟอร์เมอร์เรคทิฟายเออร์นั้น ผู้ปฏิบัติสามารถเลือกกระแสไฟฟ้าเชื่อมตามลักษณะงานได้คือ กระแสตรงขั้วลบ ( DCEN, DC-) และ กระแสตรงขั้วบวก (DCEP, DC+) หรือ กระแสสลับ (AC) ส าหรับระบบความถี่สูงนั้นช่วยให้การเริ่มต้นในการอาร์คง่ายขึ้น .
7. ระบบกระแสไฟที่ใช้ในการเชื่อม
กระแสไฟที่นิยมใช้ในกระบวนการเชื่อมทิก วิธีทิกนั้นมี 3 แบบด้วยกันคือ
1. กระแสตรงขั้วลบ (Direct Current Electrode Negative ) DCEN.
2. กระแสตรงขั้วบวก (Direct Current Electrode Positive) DCEP.
3. กระแสสลับความถี่สูง (Alternating Current & High Frequency) ACHF.
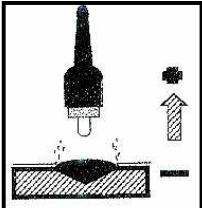
7.1กระแสตรงขั้วลบ (DCEN)
กระแสตรงขั้วลบ หมายความว่า หัวเชื่อม หรือทังสเตนอีเลคโทรดใช้กระแสไฟเชื่อมเป็นขั้วลบ และกระแสไฟเชื่อมขั้วบวกเป็นตำแหน่งของชิ้นงาน โดยบรรจุไฟฟ้าลบไหลจากหัวเชื่อมหรืออีเลคโทรดไปสู่ชิ้นงานดังนั้นความร้อนจะเกิดขึ้นที่ชิ้นงานมาก โดยเกิดที่ชิ้นงาน ประมาณ 70 %และเกิดที่ทังสเตนอีเลคโทรดประมาณ 30 % แนวเชื่อมที่เกิดขึ้นจะมีลักษณะแคบแต่กินลึกมาก

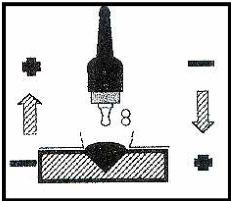
7.2 กระแสตรงขั้วบวก DCEP
กระแสตรงขั้ว บวก หมายความว่า หัวเชื่อมหรือทังสเตนอีเลคโทรดใช้กระแสไฟฟ้าเชื่อมเป็นขั้วบวก และกระแสไฟฟ้าเชื่อมลบเป็นตำแหน่งของชิ้นงาน ดังนั้นความร้อนจะเกิดขึ้นที่ชิ้นงานมาก โดยเกิดที่ชิ้นงานประมาณ 30% และเกิดที่ทังสเตนอีเลคโทรดประมาณ 70% แนวเชื่อมจะมีลักษณะแบนกว้างกินลึกน้อย แท่งทังสเตนอีเลคโทรดที่ใช้กับกระแสไฟเชื่อมแบบนี้ จะมีขนาดโตกว่าทังสเตน
อีเลคโทรดที่ใช้กับกระแสไฟฟ้าแบบ DCEN และ ACHF
7.3 กระแสไฟสลับและระบบความถี่สูง AC.HF
กระแสไฟสลับเป็นสิ่งจำเป็นในการเชื่อมโลหะที่มีออกไซด์ฉาบอยู่บริเวณผิวของชิ้นงาน ถ้าพิจารณาคลื่นของกระแสไฟสลับ จะพบว่าในครึ่งไซเกิลแรกที่ทังสเตนอีเลคโทรดเป็นขั้วบวก ออกไซด์ที่ผิวของชิ้นงานตรงบริเวณที่ทำการอาร์ค จะถูกขจัดออกไปจากบริเวณนั้น ในครึ่งไซเกิลต่อมาทังสเตน อีเลคโทรดเป็นขั้วลบ ขณะที่ทังสเตนอีเลคโทรดจะเย็นลง แต่กลับเกิดความร้อนมากที่ชิ้นงานตรงบริเวณที่เกิดการอาร์ค จึงท าให้เกิดบ่อหลอมละลายบนชิ้นงาน แต่ความเป็นจริงแล้วออกไซด์และความชื้น จะเป็นฉนวนกั้นไม่ให้กระแสผ่านจาก แท่งทังสเตนอีเลคโทรดไปยังชิ้นงานได้สะดวกนั้น เพื่อเป็นการขจัดปัญหาเหล่านี้จึงน าเอาระบบความถี่สูง (High Frequency) มาช่วยกระตุ้นการอาร์คในช่วงแรกที่มีลักษณะเป็นกระแสบวก (AC) การทำเช่นนี้จะทำให้กระแสไหลออกจากแท่งทังสเตนอีเลคโทรดไปสู่ชิ้นงานได้ตลอดเวลาและสม่ำเสมอ
กระแสสลับและความถี่สูง (ACHF) มีผลดีต่อการเชื่อมอลูมิเนียมเพราะให้การซึมลึกในการเชื่อมและขจัด Aluminum Oxide ที่พื้นผิวในขณะท าการเชื่อม จึงทำให้การซึมลึกในการเชื่อมมีผลดีและกระแสไฟฟ้าเชื่อมทำให้ออกไซด์ที่เคลือบผิวของชิ้นงานแตกออกจากกันก่อนที่ชิ้นงานจะละลาย กระแสไฟสามารถกำจัดสิ่งสกปรกออกได้ด้วย อีกสามารถเชื่อมอลูมิเนียมที่มีความบางประมาณ 1 ม.ม. โดยไม่ต้องป้อนลวดเชื่อมและให้ความร้อนก่อนการเชื่อม การใช้ชนิดของกระแสไฟที่แตกต่างกันมีผลกับความร้อนที่เกิดขึ้นกับชิ้นงานที่แตกต่างกันด้วย
จึงเป็นผลให้ลักษณะการกินลึกตรงบริเวณที่เกิดการอาร์คนั้นแตกต่างกันตลอดจนการเลือกใช้ทังสเตนอีเลคโทรด ให้เหมาะสมสำหรับกระแสไฟเชื่อมนั้น ๆ ด้วย
การเปรียบเทียบระหว่างการใช้ชนิดของกระแสไฟเชื่อม

สนใจตู้เชื่อมไฟฟ้า เครื่องเชื่อมCo2 เครื่องเชื่อมอาร์กอน และ เครื่องตัดพลาสม่า อย่าลังเลที่จะติดต่อเรา โทร 083-0234002 ไลน์ไอดี:AB20
