การแก้ไข พยายามไม่ให้ทังสเตนสัมผัสกับชิ้นงาน/ลวดเชื่อมและหลอมละลายในขณะที่ใช้กระแส AC
ปกติ “ออกไซด์” หรือสนิมเหล็ก จะมีอยู่ในบรรยากาศ ในการเชื่อม TIG จ าเป็นต้องทำความสะอาด ออกไซด์ออกเสียก่อน ก่อนปฏิบัติการ
เชื่อม โดยเฉพาะ การเชื่อมอลูมิเนียม บนผิวของอลูมิเนียม จะมีออกไซด์ปกคลุมอยู่ ซึ่งมีจุดหลอมละลายมากกว่า 2,000องศาC ซึ่งจำเป็นอย่างยิ่งที่ต้องทำความสะอาด ออกไซด์ออกจากชิ้นงาน
สาเหตุการเกิด Oxide Inclusions
1.การเชื่อมทับหน้าโดยไม่ทำความสะอาดแนวเชื่อมก่อนที่จะทำการเชื่อมทับหน้า ซึ่งจะมีคราบออกไซด์ติดอยู่บนแนวเชื่อมทำให้รวมตัวกับเนื้อแนวเชื่อม การแก้ไขโดยทำความสะอาดก่อนการเชื่อมแนวต่อไป
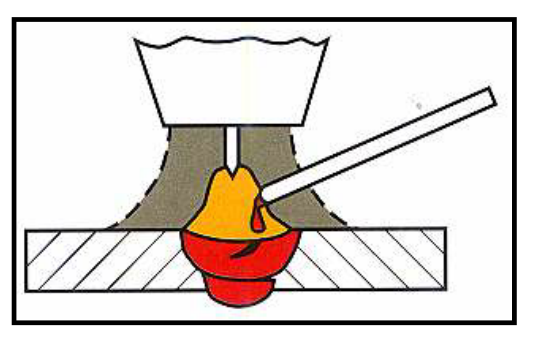
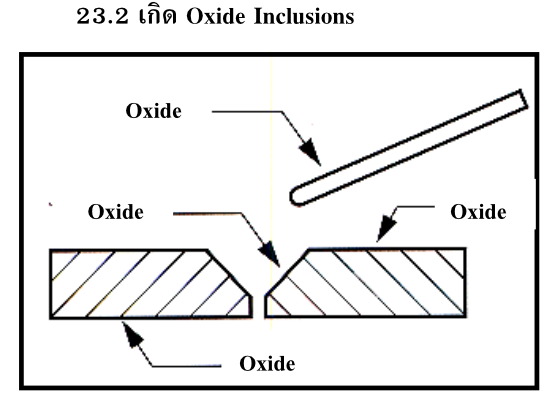
2. ขณะเติมลวดเชื่อม ช่างเชื่อมดึงลวดเติมออกห่างจากแนวแก๊สปกคลุม ทำให้ออกไซด์สามารถจัดบนผิวของลวดเติมได้และเมื่อช่างเชื่อมจะเติมลวด ก็จะทำให้ออกไซด์ที่อยู่บนผิวลวดเติม ผสมลงไปในเนื้อแนวเชื่อม การแก้ไข ควบคุมการเติมลวดให้ปลายลวดอยู่บริเวณที่มีแก๊สปกคลุม
 3.การเชื่อมสแตนเลส โดยไม่มี แผ่นแก๊สรองหลัง ทำให้ออกไซด์รวมตัวกับเนื้อแนวเชื่อม จะเกิดเป็นเขม่าดำเป็นเหมือนฝุ่นผง ผิวไม่เรียบ การแก้ไข ในการเชื่อมสแตนเลส ควรทำแผ่น แก๊สรองหลัง ขณะปฏิบัติการเชื่อม
3.การเชื่อมสแตนเลส โดยไม่มี แผ่นแก๊สรองหลัง ทำให้ออกไซด์รวมตัวกับเนื้อแนวเชื่อม จะเกิดเป็นเขม่าดำเป็นเหมือนฝุ่นผง ผิวไม่เรียบ การแก้ไข ในการเชื่อมสแตนเลส ควรทำแผ่น แก๊สรองหลัง ขณะปฏิบัติการเชื่อม
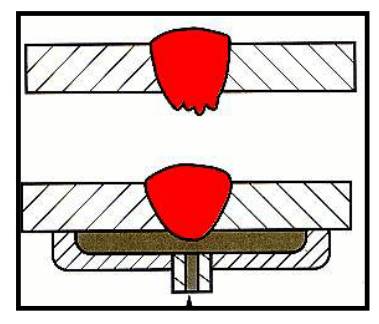 3.1เกิด รูพรุน จากแก๊สปกคลุม (Gas Pore Formation)
3.1เกิด รูพรุน จากแก๊สปกคลุม (Gas Pore Formation)
สาเหตุเกิดจาก
1. ปรับความดันใช้งานไม่เหมาะสม
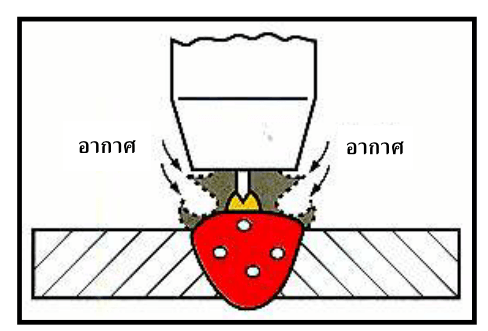
1.1 ปรับความดันแก๊สใช้งานน้อยเกินไป ทำให้อากาศภายนอกสามารถเข้ามารวมตัวเข้ากับเนื้องานเชื่อมได้ การแก้ไข ปรับความดันแก๊สมากขึ้น 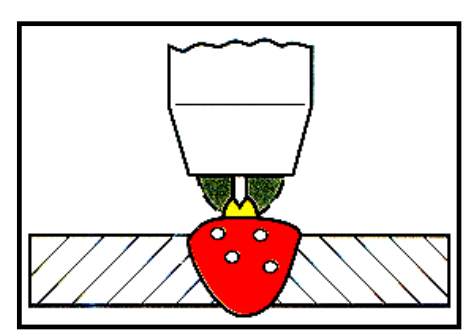 1.2 ปรับความดันแก๊สใช้งานมากเกินไปทำให้แก๊สกระแทกชิ้นงานทำให้ ดูดอากาศภายนอกเข้ามารวมตัวกับเนื้อแนวเชื่อม การแก้ไข ปรับความดันแก๊สน้อยลง
1.2 ปรับความดันแก๊สใช้งานมากเกินไปทำให้แก๊สกระแทกชิ้นงานทำให้ ดูดอากาศภายนอกเข้ามารวมตัวกับเนื้อแนวเชื่อม การแก้ไข ปรับความดันแก๊สน้อยลง
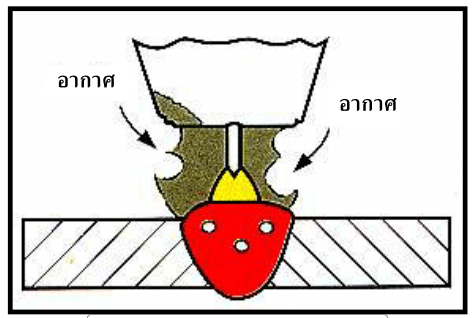
 2. เกิดจากลมพัดจากภายนอก ที่มีความเร็วลมมากกว่า 1 ม./วินาที ทำให้ไล่อากาศที่ปกคลุมแนวเชื่อมออก ทำให้อากาศภายนอกรวมตัวกับ
2. เกิดจากลมพัดจากภายนอก ที่มีความเร็วลมมากกว่า 1 ม./วินาที ทำให้ไล่อากาศที่ปกคลุมแนวเชื่อมออก ทำให้อากาศภายนอกรวมตัวกับ
เนื้อแนวเชื่อม การแก้ไข หาฉากกั้นบริเวณทำการเชื่อม
 3. เกิดจากการเลือก Nozzle ผิดพลาด เช่น ขนาดNozzle ขนาดเล็กเกินไป การแก้ไข การเลือกขนาด Nozzle สามารถคำนวณได้ ดังนี้
3. เกิดจากการเลือก Nozzle ผิดพลาด เช่น ขนาดNozzle ขนาดเล็กเกินไป การแก้ไข การเลือกขนาด Nozzle สามารถคำนวณได้ ดังนี้
1.5 คูณ ความกว้างของแนวเชื่อม จะได้ขนาดเส้นผ่าศูนย์กลางของ Nozzle โดยประมาณ เช่น 1.5 x 70 มม.(ความกว้างแนวเชื่อม)= ขนาดเส้นผ่าศูนย์กลางของ Nozzle โดยประมาณ 10.5 มม.
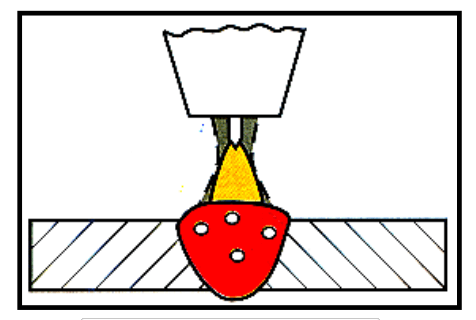
4. หัวเชื่อม TIG ห่างจากบริเวณที่ทำการเชื่อม ทำให้อากาศสามารถเข้ามารวมตัวกับเนื้อแนวเชื่อมได้ การแก้ไข ปรับหัวเชื่อม TIG ให้ใกล้บริเวณทำการเชื่อม
 5. มุมของ หัวเชื่อม TIG ผิดพลาด คือมีมุมเอียงมากเกินไป ทำให้อากาศเข้ามารวมตัวกับเนื้อแนวเชื่อมได้ การแก้ไข ปรับมุมหัวเชื่อมเพิ่มขึ้นประมาณ 45 องศา
5. มุมของ หัวเชื่อม TIG ผิดพลาด คือมีมุมเอียงมากเกินไป ทำให้อากาศเข้ามารวมตัวกับเนื้อแนวเชื่อมได้ การแก้ไข ปรับมุมหัวเชื่อมเพิ่มขึ้นประมาณ 45 องศา

6.ในกรณีที่หัวเชื่อมหล่อเย็นด้วยน้ำ อาจเกิดการรั่วซึมของน้ำ จากหัวเชื่อม หยดลงมายังเนื้อแนวเชื่อมได้ การแก้ไข ก่อนการใช้งาน
ควรตรวจเช็คอุปกรณ์ให้อยู่ในสภาพพร้อมใช้งาน

7. มีคราบสกปรก คราบน้ำมัน คราบสนิม รวมไปถึง ความชื้น ที่อยู่บนผิวหน้าของชิ้นงาน ซึ่งสารเจือปนเหล่านี้ จะไปหลอมตัวกับเนื้อแนว
เชื่อม การแก้ไข ทำความสะอาดขจัดคราบสกปรกออกให้หมด

8. เกิดจาก Nozzle แตกชำรุด ทำให้ทิศทางของแก๊สปกคลุม ที่ออกมาไม่สม่ำเสมอ ไม่สามารถ ควบคุมแนวเชื่อมได้ ทำให้อากาศภายนอกเข้ามารวมตัวกับเนื้อแนวเชื่อมได้ การแก้ไข เปลี่ยน Nozzle ใหม่
สนใจตู้เชื่อมไฟฟ้า เครื่องเชื่อมCo2 เครื่องเชื่อมอาร์กอน เครื่องตัดพลาสม่า อย่างลังเลที่จะโทรหาเรา 083-0234002 ไลน์ไอดี:AB20
กลับไปที่หน้าร้านของเรา