

16. การปรับตั้งกระแสไฟเชื่อม
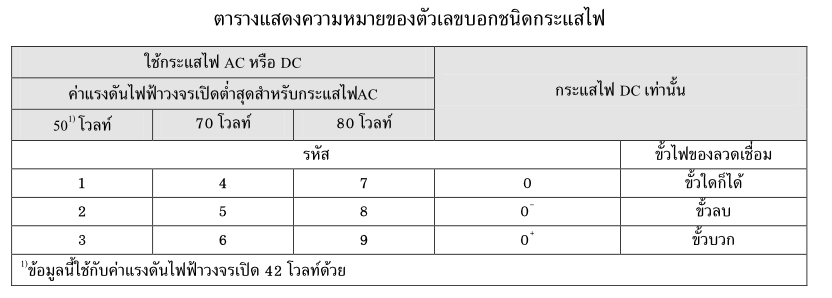
โดยปกติ การปรับกระแสไฟที่ใช้ในการเชื่อม จะดูได้จากข้างกล่องลวดเชื่อม ของผู้ผลิตลวดเชื่อมแต่ละยี่ห้อ โดยข้างกล่องจะระบุ ชนิดกระแสที่ใช้ AC หรือ DC ขนาดแรงดันในแต่ละท่า ซึ่งจะระบุบนข้างกล่อง ช่างเชื่อมสามารถพิจารณาเลือกขนาดแรงดันได้ หรือ สามารถพิจารณาได้จาก
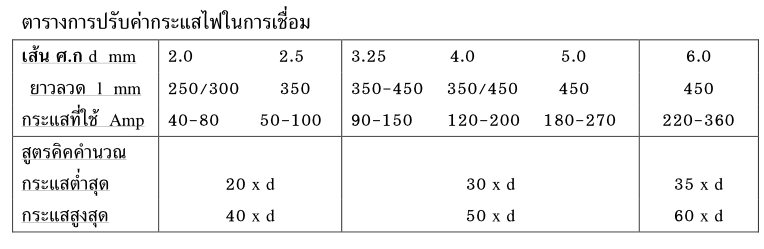
40 คูณ เส้นผ่าศูนย์กลางลวดเชื่อม (40 x เส้นผ่าศูนย์กลางลวดเชื่อม) ได้เท่าไร บวก ลบ ค่าที่ได้อีกประมาณ 15 แอมป์ ตัวอย่าง ช่างเชื่อมใช้ลวดเชื่อมขนาด เส้นผ่าศูนย์กลาง3.2 มม. ในการคำนวณ
40 x 3.2 = 128 บวกเพิ่ม 15 = 143 ลบ 15 = 113
ฉะนั้น แรงดันกระแสไฟเชื่อมสามารถใช้ได้ประมาณตั้งแต่ 113 – 143 แอมป์
- ระยะอาร์ค
คือระยะห่าง ระหว่างลวดเชื่อม กับชิ้นงาน ทำให้เกิดการอาร์คซึ่งขึ้นอยู่กับชนิดของฟลักซ์เป็นองค์ประกอบ เช่นฟลักซ์ เป็นแบบ รูไทล์(R ) แบบกรด(A ) แบบเซลลูโลส (C )และ แบบด่าง (B )
ในกรณีที่ฟลักซ์เป็นแบบ R, A, C
ระยะอาร์ค = 1.0 x d (d=เส้นผ่าศูนย์กลางของลวดเชื่อม)
ในกรณีที่ฟลักซ์เป็นแบบ B
ระยะอาร์ค = 0.5 x d (d =เส้นผ่าศูนย์กลางของลวดเชื่อม)
ฉะนั้นช่างเชื่อมต้องพิจารณาถึง ชนิดของฟลักซ์ ซึ่งระยะ อาร์คแตกต่างกัน เช่น ฟลักซ์แบบด่าง (E7016) หรือภาษาช่างเชื่อมว่า ลวดแข็ง จำเป็นต้องใช้การจุดอาร์คที่ชิดในการเริ่มต้นอาร์ค หรือในบางครั้งเมื่อช่างเชื่อม เชื่อมไปได้ครึ่งลวดเชื่อม แล้วหยุด เมื่อจะจุดอาร์ค อีกครั้ง การจุดอาร์คยาก เคาะอย่างไรก็ไม่เริ่มจุดอาร์ค ซึ่งช่างเชื่อมบางคนเรียกว่า ลวดเชื่อมตาแตก เพราะตอนจุดอาร์ค โดยมีหน้ากากปังอยู่ไม่เกิดการอาร์ค แต่พอ ลดหน้ากากกรองแสงลง เพื่อดูว่าเกิดอะไรขึ้น พร้อมทำการ เคาะจุด อาร์คอีกครั้ง การอาร์คเกิดขึ้นท าให้ตามองไม่เห็น หรือ ที่เรียกว่า ตาบอดชั่วคราว
การแก้ไขถ้าใช้ลวดเชื่อมแบบด่าง(เบสิค) เมื่อเชื่อมได้ครึ่งลวดเชื่อม ช่างเชื่อมควรใช้มือที่ใส่ถุงมือ
บิดหรือ เคาะฟลักซ์ออกให้เห็นแกนลวดเชื่อมก่อน ก่อนทำการจุดอาร์คต่อไป - หน้าที่ของฟลัก
18.1 เพื่อช่วยให้การส่งน้ าโลหะผ่านช่องว่าง เพื่อก่อตัวเป็นแนวเชื่อม
ช่วยในการจุดอาร์ค (arc ignition)
ทำให้อาร์คเสถียร
18.2 เพื่อให้เกิดสแลก (slag)
มีอิทธิพลต่อขนาดของหยดน้ าโลหะ
ป้องกันการเกิดออกซิเดชั่น และไนไตรด์ที่จะเกิดกับเนื้อโลหะเชื่อม จากบรรยากาศรอบๆ
ทำให้ได้รูปร่างของแนวเชื่อมตามต้องการ
ป้องกันไม่ให้แนวเชื่อมเย็นตัวเร็วเกินไป
18.3 เพื่อสร้างแก๊สคลุม (คาร์บอนไดออกไซด์ CO2 คาร์บอนมอนนอกไซด์ CO) ซึ่งได้จาก สารอินทรีย์และคาร์บอเนต
18.4 เพื่อการก าจัดออกซิเจน (Deoxygenizing) และการเติมโลหะผสม (alloying) ให้กับเนื้อโลหะเชื่อมลวดเชื่อมชนิดให้การคืนตัวเป็นโลหะเชื่อมสูง (High Metal Recovery Electrodes)
ลวดเชื่อมประสิทธิภาพสูง (High Efficiency Electrodes)
การคืนตัวเป็นเนื้อโลหะเชื่อม หมายถึง น้ฎหนักของเนื้อโลหะที่ก่อตัวเป็นแนวเชื่อมเทียบกับน้ำหนักของแกนลวดเชื่อมเท่าที่ใช้ไป
อัตราการคืนตัวเป็นเนื้อโลหะเชื่อม = Ww – WB x 100 %
Wc
Ww = น้ำหนักชิ้นงานรวมน้ำหนักเนื้อโลหะเชื่อม
WB = น้ำหนักชิ้นงานก่อนเชื่อม
Wc = น้ำหนักแกนลวด (คำนวณ หรือ ชั่ง)
- ผลของฟลักซ์ต่อการใช้งาน
ทำให้เกิดลักษณะของอาร์คที่แตกต่างกัน กล่าวคือ
– อาร์คง่าย นิ่ม ก่อแนวเชื่อมได้สวยงาม
– อาร์คยาก ลวดเชื่อมดูดติดชิ้นงานบ่อยๆ ต้องกระแทกเพื่อจุดอาร์ค
– อาร์ครุนแรง และเผาไหม้อย่างรวดเร็ว
การแพร่กระจายของไฮโดรเจน (HD) หน่วยเป็น มิลลิลิตร ต่อ 100 กรัมเนื้อโลหะเชื่อม
การเกิดแกสออกซิเจน (%)
ความชื้นและการอบลวด
การบรรจุหีบห่อ
DCEN ให้การซึมลึกมากกว่า ในขณะที่ DCEP เดินแนวเชื่อมได้เร็วกว่า เฉพาะลวดเชื่อมที่ยอมได้ ทั้ง +/- เท่านั้น
เชื่อม DC ผิดขั้วจากที่ระบุ ทำให้เกิด
– เม็ดโลหะเกาะติดชิ้นงาน (spatter)
– รูพรุน (porosity)
– การซึมลึกไม่เพียงพอ (Incomplete Penetration)
– สแลกผังใน (Slag Inclusion)
– อาร์คไม่เสถียร (Unstable Arc) - การเก็บรักษาลวดเชื่อม
ลวด เชื่อมที่เสื่อมคุณภาพเมื่อนำไปเชื่อม สารพอกหุ้มจะเกิดการแตก ซึ่งเป็นสาเหตุที่ทำให้รอบเชื่อมแตกร้าว ซึ่งมีสาเหตุมาจากลวดเชื่อมเกิดความชื้น ดังนั้นในการเก็บรักษาลวดเชื่อมจะต้องให้อยู่ในสภาพที่แห้งอยู่เสมอ และเป็นไปตามข้อกำหนดเฉพาะในการเก็บลักษณะของลวดเชื่อมชนิดนั้น ๆ
ในกรณีที่ลวดเชื่อมชื้น ก่อนที่จะนำไปใช้งาน จะต้องอบให้แห้งเสียก่อน โดยใช้เตาอบลวดเชื่อมให้ความร้อนประมาณ 500 องศาฟาเรนไฮต์ (260 องศาเซลเซียส) เป็นเวลาประมาณ 2 ชั่วโมง จากนั้นนำไปเก็บในอุณหภูมิที่เหมาะสม เพื่อใช้งานต่อไป
- การเลือกใช้ลวดเชื่อม
ควร จะต้องพิจารณาเลือกใช้ตามลักษณะขององค์ประกอบหลัก 3 ด้าน คือ ด้านเทคนิคการเชื่อม ด้านโลหะวิทยา และด้านเศรษฐศาสตร์ ดังนี้
- ความแข็งแรงของเนื้อโลหะงาน ลวดเชื่อมต้องมีคุณสมบัติเชิงกลสูงกว่าหรือใกล้เคียงกับโลหะงาน
2. ส่วนผสมของโลหะงาน ลวดเชื่อมต้องมีส่วนผสมที่เหมือนกับโลหะงาน
3. ตำแหน่งเชื่อมหรือท่าเชื่อม ลวดแต่ละชนิดจะกำหนดท่าเชื่อมไว้จะต้องเลือกให้เหมาะสมกับท่าเชื่อม
4. ลักษณะรอยต่อแนวเชื่อมว่าต้องการแนวเชื่อมที่มีการซึมลึกมาก หรือน้อย
5. กระแสไฟเชื่อม ลวดเชื่อมบางชนิดเหมาะส าหรับกระแสไฟตรง หรือกระแสไฟสลับอย่างเดียว
6. ความหนาของชิ้นงาน ชิ้นงานที่หนาควรเลือกลวดเชื่อมที่มีความเหนียวสูง เพื่อป้องกันการแตกร้าว
7. ควรจุดติดอาร์คได้ง่าย และเปลวอาร์คสม่ำเสมอ
8. สามารถเชื่อมท่าบังคับ ตามสภาพงานได้ดี
9. สารพอกหุ้มจะต้องยึดเกาะกับแกนลวดดี มีความยืดหยุ่นดี ไม่แตกร่อนง่าย
10. เกิดสารพิษ แก๊ส ควัน ฝุ่นในปริมาณน้อย
11. ให้อัตราการหลอมละลายสูง ให้เนื้อเชื่อมมาก สูญเสียจากการกระเด็นต่ำ
12. ผิวหน้ารอยเชื่อมดี
13. สามารถทนกระแสไฟฟ้าสูงได้
14. สามารถแยกสแลคออกได้ง่าย
15. มีคุณสมบัติทางกลสูงกว่าหรือเท่ากับโลหะงาน
16. ส่วนผสมของลวดเชื่อมจะต้องเหมือนกัน และเข้ากันได้กับโลหะงาน
17. ไม่ไวต่อสารแยกตัวในเนื้อเหล็ก เช่น การเชื่อมงานที่มีความหนามาก ๆ เพื่อป้องกันการ
แตกร้าวในขณะร้อน หรือแตกร้าวในกรณีเย็นตัวไม่สมบูรณ์ - จุดบกพร่องที่เกิดขึ้นบ่อยในงานเชื่อมอาร์คโลหะด้วยมือ
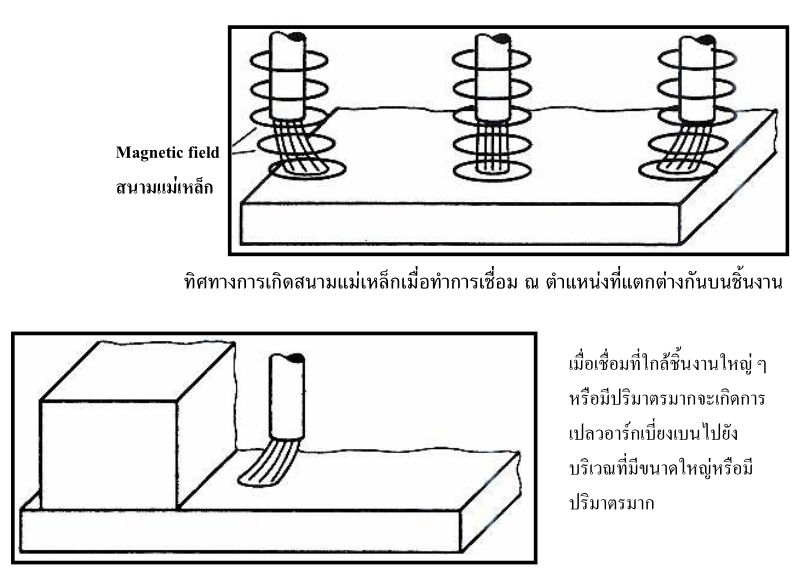
22.1การเกิดเปลวอาร์คเบี่ยงเบน (Arc Blow Effect)
ผลกระทบจาก เปลวอาร์คเบี่ยงเบน หรือ สามารถบางครั้งเรียกทับศัพท์ตามภาษาอังกฤษได้ว่า “เกิดอาร์คโบล” ซึ่งเปลวอาร์คที่เกิดขึ้นเสมือนกับตัวนำกระแสไฟฟ้าทั่วไป คือ จะครอบคลุมด้วยสนามแม่เหล็ก ถ้าสนามแม่เหล็กเปลี่ยนทิศทาง เปลวอาร์คก็จะเปลี่ยนทิศทางตามไปด้วย จึงเรียกว่าเปลวอาร์คเบี่ยงเบน (Arc blow) ส่วนใหญ่ กรณีที่เกิดเปลว อาร์คเบี่ยงเบน (Arc blow) จะเกิดเฉพาะในกรณีกระแสไฟตรง (DC)

การแก้ไขการเกิด เปลวอาร์กเบี่ยงเบน (Arc blow)
– เอียงมุมลวดเชื่อม
– ต่อสายดินชิ้นงานทั้งสองข้าง
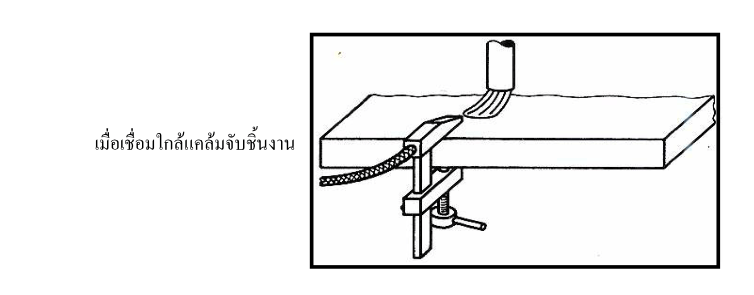
– ย้ายตำแหน่งแคล้มจับชิ้นงาน
– ทำการเชื่อมแต้มหลายจุด
– ให้ความร้อนชิ้นงาน ก่อนการเชื่อม
– ใช้กระแสไฟสลับ (AC ) แทน กระแสตรง (DC)
22.2 ข้อบกพร่องในแนวเชื่อม สำหรับการเชื่อมต่อตัวที
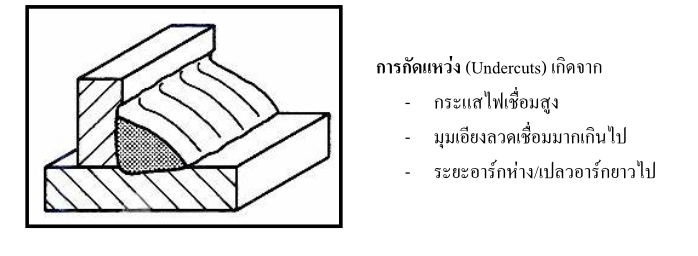
การแก้ไขการกัดแหว่ง (Undercuts)
– ลดกระแสไฟเชื่อมลงกว่ากระแสไฟเชื่อมครั้งแรก ประมาณ 5 – 10 แอมแปร์
– ควบคุมมุมเอียงลวดเชื่อมให้เหมาะสมกับชั้นแนวเชื่อมนั้น ๆ
– ควบคุมระยะอาร์คให้ใกล้กับบริเวณทำการเชื่อม
– ควบคุมความเร็วในการเชื่อมให้สม่ำเสมอ
– ควบคุมการหยุดที่ขอบแนวอย่าให้ช้าหรือเร็วเกินไป และในขณะเชื่อมช่างเชื่อมต้องสังเกตและพยายามเติมเนื้อแนวเชื่อมให้เต็มเสมอบริเวณที่ขอบแนว
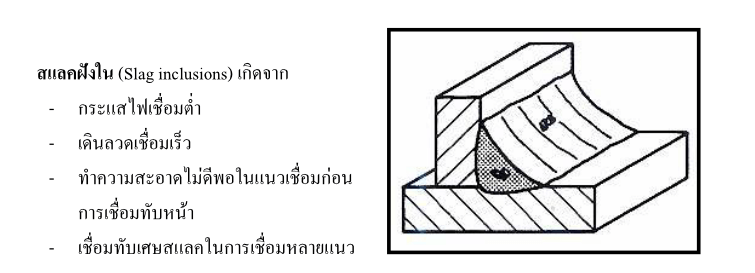
การแก้ไขการเกิด สแลคฝังใน (Slag inclusions)
– ปรับกระแสไฟเชื่อมให้สูงชิ้นกว่าเดิมประมาณ 5 – 15 แอมแปร์
– ควบคุมการเดินลวดเชื่อมให้ช้าลง
– ทำความสะอาดเศษสแลคในแนวเชื่อมก่อนการเชื่อมทับหน้าทุกครั้ง และทำความสะอาดแบบ 100 % ซึ่งช่างเชื่อมต้องมั่นใจว่าไม่มีเศษสแลค ก่อนทำการเชื่อม
 การแก้ไขการเกิดรูพรุน (Gas pores)
การแก้ไขการเกิดรูพรุน (Gas pores)
– ต้องทำความสะอาดผิวชิ้นงานทุกครั้งก่อนปฏิบัติการเชื่อม โดยอาจจะใช้แปรงลวดขัด ใช้เครื่องเจียระไน ใช้แอลกอฮอล์เช็ดบริเวณผิวชิ้นงานก่อนปฏิบัติงานเชื่อม
– ควบคุมระยะอาร์คให้ใกล้กับบริเวณทำการเชื่อม เช่นถ้าใช้ลวดเชื่อมเบสิค (ด่าง) ระยะอาร์ก ประมาณ 0.5 คูณ ขนาดเส้นผ่าศูนย์กลางของลวดเชื่อม
– ควบคุมความชื้นในลวดเชื่อม เช่น ถ้าเป็นลวดเชื่อมเบสิค (ด่าง) ควรมีการอบลวดเชื่อมก่อนปฏิบัติการเชื่อม
– ควบคุมมุมของลวดเชื่อมอย่าให้เอียงมากจนเกินไป
 การแก้ไขรอยร้าวปลายแนวเชื่อม (End craters)
การแก้ไขรอยร้าวปลายแนวเชื่อม (End craters)
– ควบคุมการเติมเนื้อแนวเชื่อมให้เต็มบริเวณปลายแนวเชื่อมโดยเมื่อใกล้บริเวณจุดสิ้นสุดแนวให้เดินลวดเชื่อมถอยกลับและเดินหน้าจนบริเวณปลายแนวเชื่อมเต็มแนว
หรือ
– เมื่อใกล้บริเวณปลายแนวให้ยกลวดเชื่อมออกบริเวณปลายแนวให้เปลวอาร์กดับ แล้วกลับมาจุดอาร์คอีกครั้งบริเวณปลายแนว ทำสลับกันจนปลายแนวเชื่อมเติมเต็ม
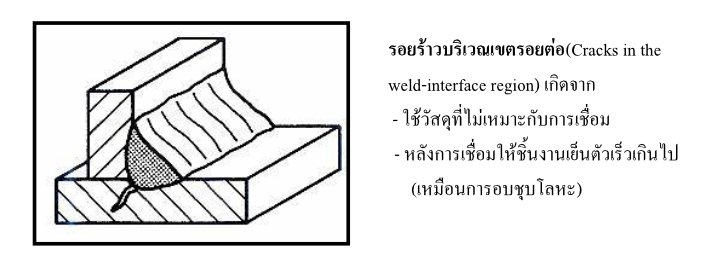 การแก้ไขรอยร้าวบริเวณเขตรอยต่อ (Cracks in the weld-interface region)
การแก้ไขรอยร้าวบริเวณเขตรอยต่อ (Cracks in the weld-interface region)
– เปลี่ยนชิ้นงานเชื่อม
– ชิ้นงานหลังจากการเชื่อมแล้ว ปล่อยให้ชิ้นงานเชื่อมเย็นตัวอย่างช้า ๆ
 23. องค์ประกอบที่สำคัญในการเชื่อม
23. องค์ประกอบที่สำคัญในการเชื่อม
1. เลือกชนิด ลวดเชื่อม ชนิดกระแสไฟเชื่อม (กระแสตรง(DC) กระแสสลับ(AC)) เลือกปรับ
แรงดันได้ถูกต้อง
2. ปรับระยะอาร์ค มุมลวดเชื่อม ที่ถูกต้อง
3. ใช้เทคนิคการส่ายลวดเชื่อมที่ถูกต้อง
4. จัดตำแหน่งท่าเชื่อม ในกรณีเชื่อมท่าตั้ง ท่าขนานนอน ชิ้นงานควรวางอยู่ประมาณระหว่างหน้าอกกับท้อง ของช่างเชื่อม จัดตำแหน่งท่าเชื่อมของช่างเชื่อมเอง พยายามจัดท่าให้ผ่อนคลายมากที่สุด และสวมอุปกรณ์ป้องกันร่างกายเช่น เอี๊ยม ถุงมือ ปอกแขน สลับเท้า ให้พร้อม
5. กำลังภายในของช่างเชื่อม คือ ช่างเชื่อมพร้อมที่จะทำงานเชื่อม มีพละกำลังในการทำงานเพราะงานเชื่อมเป็นงานเชื่อมที่ค่อนข้างหนัก และ ร้อน ซึ่งช่างเชื่อมต้องพร้อมที่จะปฏิบัติงานเชื่อม
6. สมาธิ ที่ดี
จากองค์ประกอบที่กล่าวมาข้างต้น เชื่อได้ว่าเมื่อช่างเชื่อมปฏิบัติครบทุกหัวข้อที่ถูกต้องแล้ว ส่งผลให้ช่างเชื่อมสามารถพัฒนาทักษะด้านงานเชื่อมเพิ่มขึ้น และเมื่อมีทักษะเพิ่มมากขึ้น จะเกิดความชำนาญมากขึ้นตามไปด้วย ซึ่งจะทำให้ได้ คุณภาพของแนวเชื่อมรวมทั้งการปฏิบัติงานเชื่อมมีประสิทธิภาพสูงสุด ทำให้เกิดการจ้างงานมากขึ้น ค่าแรงช่างเชื่อมเพิ่มขึ้น
สนใจตู้เชื่อมไฟฟ้า เครื่องเชื่อมCo2 เครื่องเชื่อมอาร์กอน เครื่องตัดพลาสม่า อย่างลังเลที่จะโทรหาเรา 083-0234002 ไลน์ไอดี:AB20
กลับไปหน้าร้านของเรา






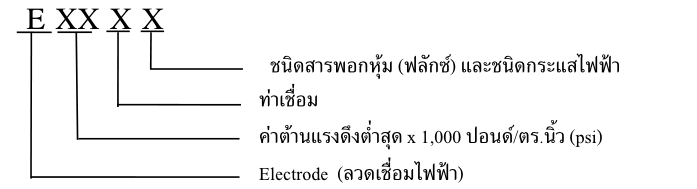
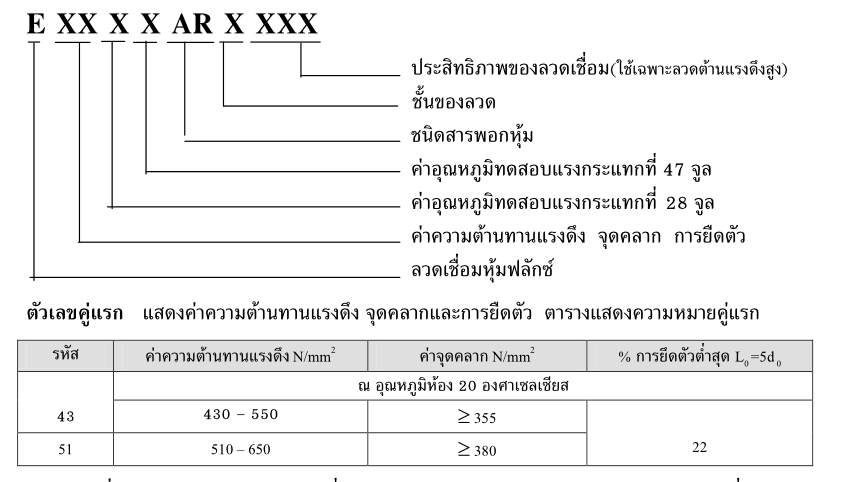
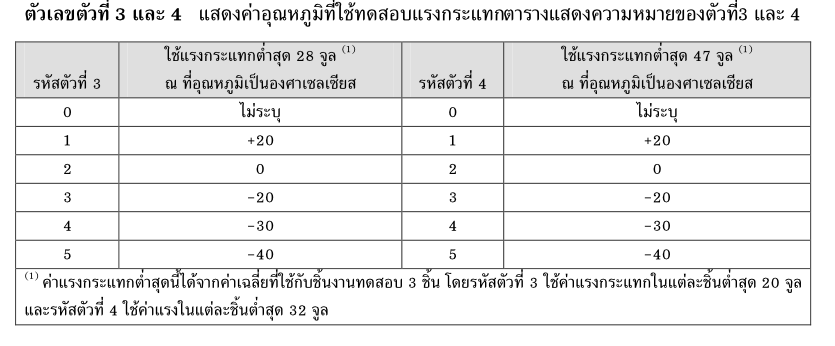
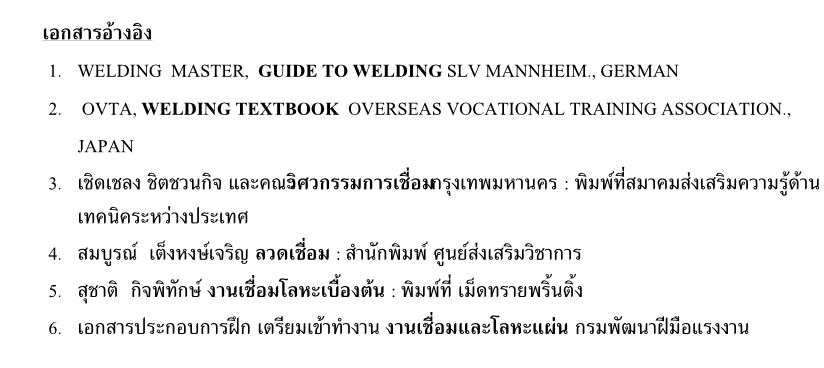
 ตัวอย่าง E 6013
ตัวอย่าง E 6013


 8.2 กระแสไฟตรง (DC)
8.2 กระแสไฟตรง (DC) 9. วงจรพื้นฐานของการเชื่อมไฟฟ้า (Basic Arc welding circuit )
9. วงจรพื้นฐานของการเชื่อมไฟฟ้า (Basic Arc welding circuit )
 เป็นวงจรเชื่อมที่มีลวดเชื่อมเป็นขั้วลบ (-) และชิ้นงานเชื่อมเป็นขั้วบวก (+) อีเลคตรอนจะวิ่งจากลวดเชื่อมเข้าหาชิ้นงาน จึงทำให้ชิ้นงานมีความร้อนเกิดขึ้นประมาณ 2 ใน 3 ของความร้อนที่เกิดจากการอาร์กทั้งหมด และยังให้การซึมลึกดีอีกด้วย จึงเหมาะสำหรับการเชื่อมด้วยลวดเชื่อมเปลือย
เป็นวงจรเชื่อมที่มีลวดเชื่อมเป็นขั้วลบ (-) และชิ้นงานเชื่อมเป็นขั้วบวก (+) อีเลคตรอนจะวิ่งจากลวดเชื่อมเข้าหาชิ้นงาน จึงทำให้ชิ้นงานมีความร้อนเกิดขึ้นประมาณ 2 ใน 3 ของความร้อนที่เกิดจากการอาร์กทั้งหมด และยังให้การซึมลึกดีอีกด้วย จึงเหมาะสำหรับการเชื่อมด้วยลวดเชื่อมเปลือย เป็นวงจรเชื่อมที่มีลวดเชื่อมเป็นขั้วบวก (+) และชิ้นงานเป็นขั้วลบ (-) อีเลคตรอนจะวิ่งจากชิ้นงานเข้าหาลวดเชื่อม จึงทำให้ลวดเชื่อมได้รับความร้อนประมาณ 2 ใน 3 ของความร้อนที่เกิดจากการอาร์กทั้งหมด ดังนั้นเมื่อเชื่อมด้วยไฟตรงต่อกลับขั้ว จะได้การซึมลึกน้อย เหมาะกับการเชื่อมงานบาง เทคนิคในการจำสำหรับกระแสตรง(DC)ก็คือ ถ้าเป็นกระแสไฟขั้วไหน หัวเชื่อมหรือลวดเชื่อมอยู่ขั้วนั้นด้วย เช่น กระแสตรงขั้วลบ(DC-) หัวเชื่อมหรือลวดเชื่อมเป็นขั้วลบ ชิ้นงานเป็นขั้วบวก ถ้าเป็นกระแสตรงขั้วบวก(DC+) หัวเชื่อมหรือลวดเชื่อมเป็นขั้วบวก ชิ้นงานเป็นขั้วลบ
เป็นวงจรเชื่อมที่มีลวดเชื่อมเป็นขั้วบวก (+) และชิ้นงานเป็นขั้วลบ (-) อีเลคตรอนจะวิ่งจากชิ้นงานเข้าหาลวดเชื่อม จึงทำให้ลวดเชื่อมได้รับความร้อนประมาณ 2 ใน 3 ของความร้อนที่เกิดจากการอาร์กทั้งหมด ดังนั้นเมื่อเชื่อมด้วยไฟตรงต่อกลับขั้ว จะได้การซึมลึกน้อย เหมาะกับการเชื่อมงานบาง เทคนิคในการจำสำหรับกระแสตรง(DC)ก็คือ ถ้าเป็นกระแสไฟขั้วไหน หัวเชื่อมหรือลวดเชื่อมอยู่ขั้วนั้นด้วย เช่น กระแสตรงขั้วลบ(DC-) หัวเชื่อมหรือลวดเชื่อมเป็นขั้วลบ ชิ้นงานเป็นขั้วบวก ถ้าเป็นกระแสตรงขั้วบวก(DC+) หัวเชื่อมหรือลวดเชื่อมเป็นขั้วบวก ชิ้นงานเป็นขั้วลบ 10 ชนิดของแรงเคลื่อน (Type of Voltage)
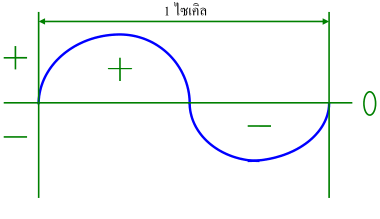
10 ชนิดของแรงเคลื่อน (Type of Voltage)


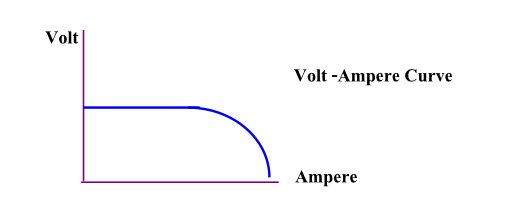 เครื่องเชื่อมแบบรวม CV และ CC เอาไว้ในเครื่องเดียวกัน เป็นเครื่องที่มีความคล่องตัวในการใช้มากที่สุด สามารถผลิตกระแสเชื่อมออกมาได้ทั้งระบบแรงเคลื่อนคงที่และระบบกระแสคงที่โดยการเปลี่ยนขั้วหรือเปลี่ยนสวิทช์ที่เครื่องเชื่อม และสามารถนำไปใช้กับขบวนการเชื่อมอื่น ๆ ได้ดี
เครื่องเชื่อมแบบรวม CV และ CC เอาไว้ในเครื่องเดียวกัน เป็นเครื่องที่มีความคล่องตัวในการใช้มากที่สุด สามารถผลิตกระแสเชื่อมออกมาได้ทั้งระบบแรงเคลื่อนคงที่และระบบกระแสคงที่โดยการเปลี่ยนขั้วหรือเปลี่ยนสวิทช์ที่เครื่องเชื่อม และสามารถนำไปใช้กับขบวนการเชื่อมอื่น ๆ ได้ดี